

Application description
Customer needs detection at three separate places – light blue marked in picture above: 1) at furnace exit, 2) outside the furnace on the second mechanical support; 3) on the last support. Material can be hot – at furnace exit and because of annealing – as well as cold, when tubes dwell on the mechanical supports and cool down without hardening.
Customer problem
Hardening brings about a huge amount of water spraying around. On the other side, when dwelling on the mechanical supports with no hardening treatment, tubes give off high temperature which will damage any sort of sensors placed nearby.
Previous solution / Competitor product
Just a pyrometer mounted at furnace exit; operation was badly affected by the water.
No solution for the subsequent detection places.
Proxitron Lösung
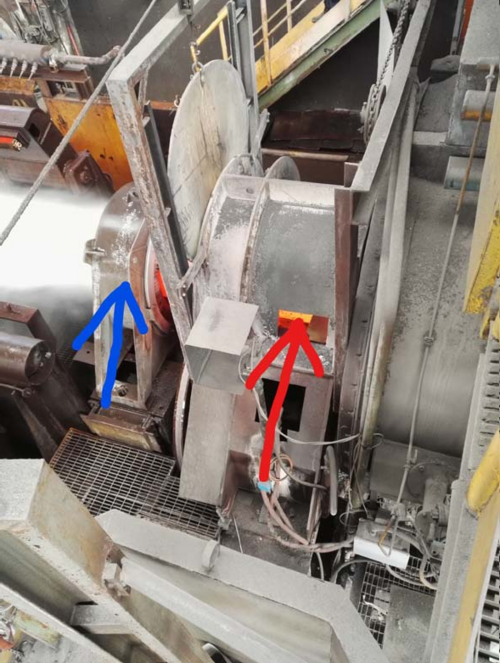
A light barrier made of transmitter and receiver was installed at furnace exit (red arrow) BEFORE the hardening head. No accessory in front of the optic. Signal was staggered so that information could be used as „presence of tube inside the “hardening head” (blue arrow). Upstream detection. In this mounting position barrier is invested by a limited amount of water which flows backwards shortly only when the subsequent tube is fed into the head.
For the second and third detection place, corresponding to the supports, customer planned inductive proximity switches IKE. They were mounted underneath, in idle position. Customer would lift and approach them to the tube only when detection is necessary, i.e. when hardening process is over. In this recessed mounting position sensors would be best protected from damages due to high temperature.
Advantages compared to previous solution or competition
Infrared light barrier in compact design features the utmost functional reserve and provides reliable operation in highly contaminated environment (water + steam).
Do you have a similar application and would like to be advised?
Please fill out our application questionnaire for light barriers and send it to sales(at)proxitron.de. Our experts will answer you as soon as possible.

Vuoi essere informato sui prodotti attuali, sulle tendenze e molto altro ancora?
Stai informato con la nostra newsletter!